欢迎访问至诚包装官网

以人为本
精益求精
联系电话:18055056199
欢迎访问至诚包装官网
以人为本
精益求精
 联系电话: 18055056199
联系电话: 18055056199 手机:18055056199
邮箱:admin@www.zgzcwm.com
地址:安徽省滁州市南谯区腰铺珍珠路9号
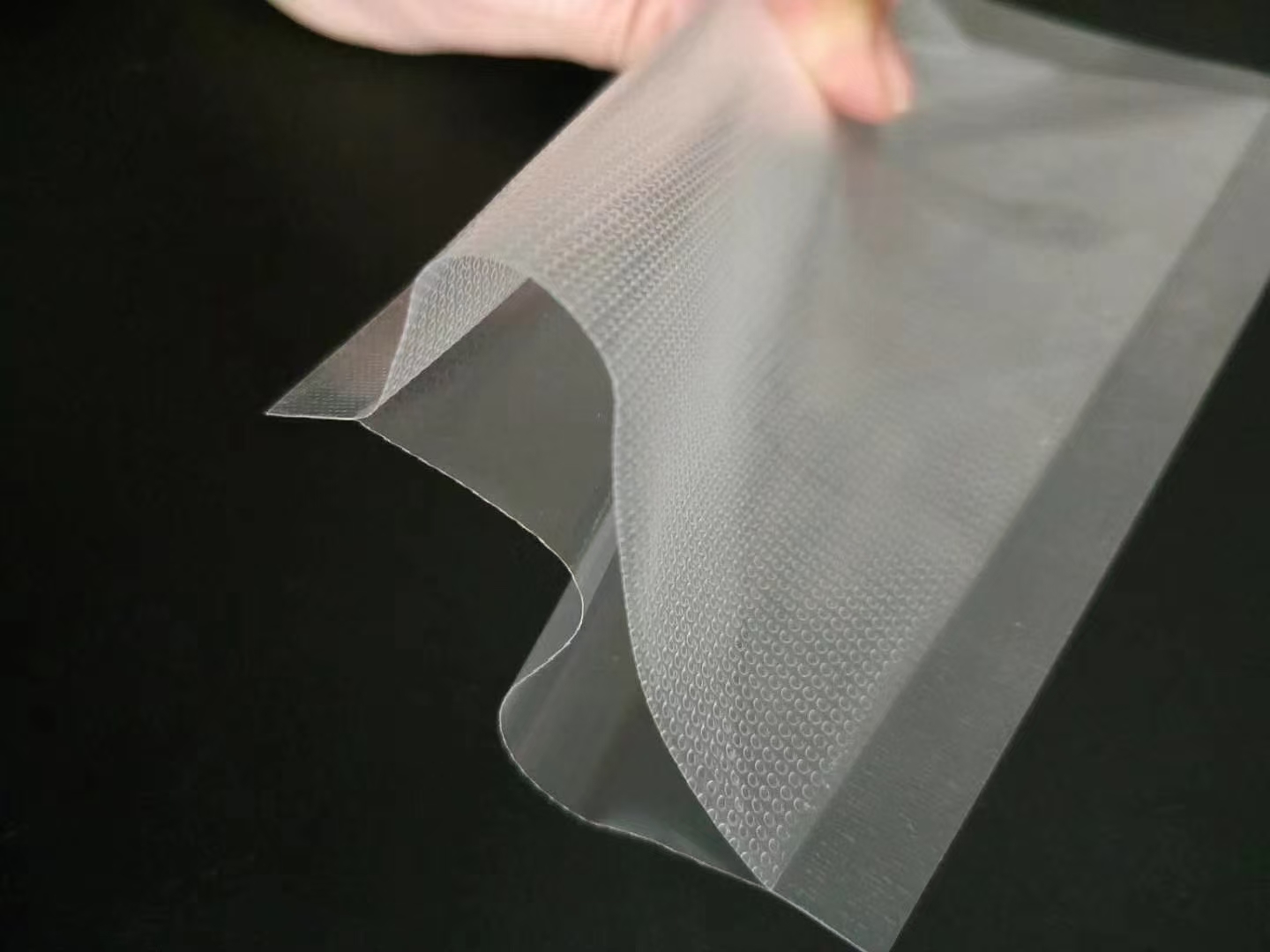
1. 材料选择与结构设计材料组合:外层:常用PA(尼龙),提供优异的耐穿刺性和机械强度。中层:EVOH或铝箔,增强氧气、水分阻隔...
联系电话:18055056199
产品详情
1. 材料选择与结构设计
材料组合:
外层:常用PA(尼龙),提供优异的耐穿刺性和机械强度。
中层:EVOH或铝箔,增强氧气、水分阻隔性能。
内层:PE或PP,确保热封性能和食品接触安全性。
结构示例:PA/EVOH/PE 或 PA/铝箔/PP。
注意事项:各层材料的熔点与相容性需匹配,避免加工时分层。
2. 吹膜工艺(多层共挤)
工艺步骤:
各层材料分别熔融挤出,通过共挤模头形成复合膜泡。
吹胀膜泡,调整厚度(通常0.08-0.2mm),冷却定型。
关键控制点:
挤出温度:根据材料调整(如PA约240-260℃,PE约160-200℃)。
冷却速率:影响薄膜透明度和强度,需均匀冷却。
3. 表面处理(电晕处理)
目的:提高薄膜表面张力(达38-42达因),增强印刷和复合附着力。
方法:高压电晕放电处理,适用于PE、PP等非极性材料。
4. 印刷工艺(凹版印刷)
油墨选择:食品级水性或溶剂型油墨,符合FDA/GB标准。
印刷流程:
图案设计→制版→上墨印刷→干燥(60-80℃烘干)。
注意事项:
套色精度需≤0.1mm,避免重影、色差。
油墨残留溶剂≤5mg/m²(如甲苯、乙酸乙酯)。
5. 复合工艺
复合方式:
干式复合:涂布胶黏剂(如聚氨酯胶),烘干后压合(胶量1.5-3g/m²)。
无溶剂复合:环保型胶水,无VOC排放,需精确计量混合。
关键参数:
复合温度:50-80℃,压力4-6kg/cm²。
剥离强度≥2.5N/15mm(GB/T 8808标准)。
6. 固化(熟化)
条件:40-50℃环境,湿度60%以下,熟化24-48小时。
目的:使胶黏剂完全交联,提升复合强度。
7. 分切与制袋
分切:张力控制(10-30N),分切宽度误差±0.5mm。
制袋工艺:
热封参数:温度120-180℃,压力0.2-0.5MPa,时间1-3秒。
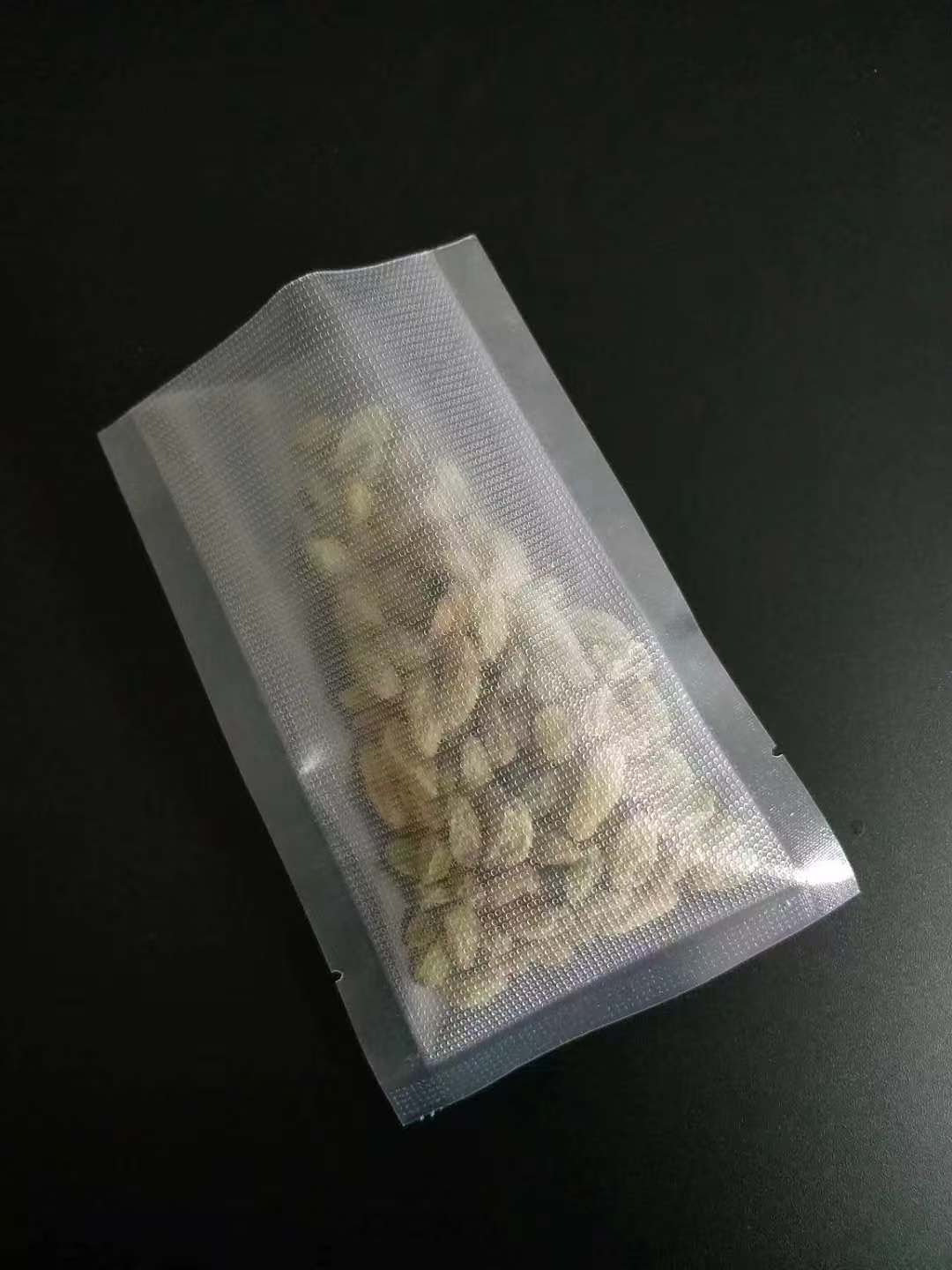
封口类型:三边封、自立袋、拉链袋等。
真空性能测试:封口密封性需承受-0.09MPa真空度无泄漏。
8. 质量检测
物理性能:
拉伸强度(纵向/横向≥30MPa)、穿刺强度(≥10N)。
热封强度(≥25N/15mm,GB/T 21302)。
卫生指标:
重金属(Pb≤1mg/kg)、溶剂残留总量≤5mg/m²。
微生物检测:符合GB 4806.7食品接触材料标准。
9. 常见问题与对策
分层/气泡:调整胶水涂布量或复合压力,检查材料表面处理。
印刷脱落:提高电晕处理强度或更换极性更高的油墨。
封口不严:优化热封温度曲线,清洁热封刀面。
10. 环保与创新趋势
材料创新:可降解PLA层、纳米高阻隔涂层。
工艺升级:无溶剂复合、UV固化油墨,减少碳排放。
通过以上流程的严格控制,网纹食品真空袋可满足食品保鲜、耐高温蒸煮等需求,广泛应用于肉类、海鲜、酱料等包装领域。生产企业需结合客户需求灵活调整工艺,同时关注环保法规与技术创新,以提升市场竞争力。
上一篇:PE自封袋的应用场景
下一篇:胶带的不同颜色是怎么生产的



